


服务热线
13414435301 13316619827

产品时间:2024-01-19 10:15:33
简要描述:
一、主要技术参数 项目 名称 MW-2030G (线束)超声波焊接机 1.基材 1.1 正极 (材料)1.1.1 基体(极片)材质 铝线束 1.1.2 基体(极片)厚度 0.5-4mm2 1.1.3 垫片(极耳)材质 0.5-3mm 1.1.4 垫片(极耳)厚度 1.2 负极 (材料)1.2.1 基体(极片)材质 铜线束 1.2.2 基体(极片)厚度 0.5-4mm2 1....
一、主要技术参数
项目 | 名称 |
MW-2030G (线束)超声波焊接机 | |
1.基材 | |
1.1 正极 (材料) | |
1.1.1 基体(极片)材质 | 铝线束 |
1.1.2 基体(极片)厚度 | 0.5-4mm2 |
1.1.3 垫片(极耳)材质 | 0.5-3mm |
1.1.4 垫片(极耳)厚度 | |
1.2 负极 (材料) | |
1.2.1 基体(极片)材质 | 铜线束 |
1.2.2 基体(极片)厚度 | 0.5-4mm2 |
1.2.3 垫片(极耳)材质 | 0.5-20mm |
1.2.4 垫片(极耳)厚度 | |
2.电芯 | |
2.1 叠片工艺 | |
2.2 叠片最大层数(验收标准) | |
2.3 电芯厚度 | |
3.焊接 | |
3.1 焊接方式 | 横向 |
3.2 焊接能力 | |
3.3 焊点长度 | |
3.4 焊点宽度 | |
3.5焊点深度 | 0.3-3mm |
3.6 焊接时间 | 1S 内 |
3.7焊点个数 | 根据焊接工艺进行设计 |
3.8 压力 | 0.1MPa~1MPa,可调 |
3.9 时间调节范围 | 0.2-0.8/s,0~60S可调 |
4.0 焊接面寿命 | ≥20万次 |
4.焊头标准 | |
4.1 焊头材质 | 进口高速钢 |
4.2 焊点高度 | 1mm |
4.3 焊点/纹路分布状态 | 上焊头直纹或米字纹;下模网纹 |
4.4 焊接面距焊头的高度 | >5mm |
4.5 焊头的长度 | ≥130mm |
4.6 焊头的可用焊接面 | 2 个 |
4.7 焊头安装方向 | 横向 |
4.8 振幅可调节范围 | 半周 20~40um |
5.换能器 | |
5.1 各换能器之间的频率差 | ≤400Hz |
5.2 各换能器之间的阻抗差 | ≤4Ω |
5.3 各换能器之间的电容差 | ≤400PF |
5.4 换能器与外壳的绝缘电阻 | ≥30MΩ |
5.5 可承受功率 | 2000W+(峰值) |
6.超声波发生器 | |
6.1 频率控制方式 | 内置频率可调 |
6.2 恒振幅功能 | 开关电源恒压恒流(恒振幅) |
6.3 振幅无级可调 | 无级可调 |
7.产品 | |
7.1 外观 | 无虚焊、焊穿、漏接,焊接牢固,层层渗透 |
7.2 验收标准 | 工艺方面均以焊接效果达到厂家要求和保证生产能力为主要衡量指标 |
8.设备设计使用寿命 | 8~10 年 |
9. 设备故障率 | ≤1.0% |
10. 合格率 | 99.9% |
二:设备(生产线)的组成部件
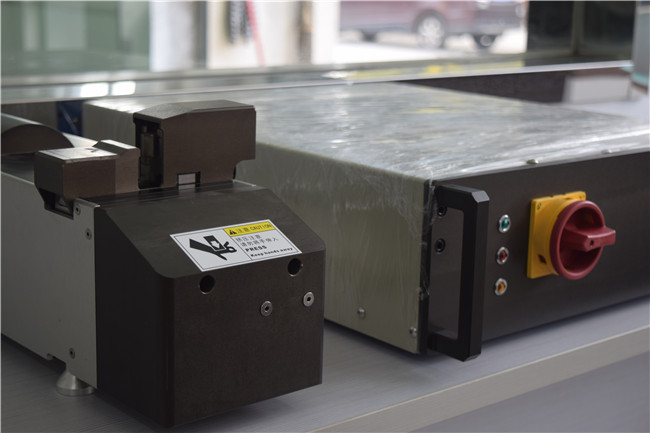
1、 设备工作原理
换能器把超声频大功率振荡信号,变换成相应频率的机械能,施加到需熔接的金属片的界面,使金属片相合处瞬间生热,进而使金属晶格中的粒子启动,使金属片相合处的分子相互渗透而熔接在一起。
2、 设备结构组成
该金属熔接机主要由超声波发生器,换能器,模具,气动部件,机架等组成。
3、 设备性能指标
设备型号 | 超声频率 | 超声功率 | 气压 | 焊接时间 | 电压 | 重量 |
MW2030G | 20KHz | 3000W | 0.2-0.8MPA | 0.6S 以内 | 220V/50Hz | 60KG |
4、 设备功能特点
MW2030G 性能特点
A、采用先进恒流恒压电路技术,超声振幅连续可调;
B、采用智能 ICS 机箱控制系统,带有二次超声功能; 系统开机自检,振副智能分段,自动跟踪,提供上机信号传输功能 。
C、机头机械结构采用德式 X 导轨结构,精密度极高;
D、保护系统:
⑴ 电压保护系统(供电电压的范围 220V~250V);在自动平恒电压期间不影响本机输出功率及工作频率;
⑵ 超负荷保护系统; ⑶ 过流保护;⑷ 供电频率不稳自动补偿;(5)焊接过载保护信号反馈
E、设备上的所有计量仪表都使用公制单位。
F、电脑数据监控与数据上传。
G、智能ICS系统
智能芯片数字化电路,高密度集成中央处理系统,毫秒级别的采样控制。
H、振幅智能分段,自动跟踪
在0-1000ms时间段内可以设定1%-100%振幅,更好适应不一样的焊接工艺,做到你想要机子怎么跑就怎么跑。
I、系统开机自检,自动搜频
焊头更换或修模后,系统无需重新调校(国内其它公司需要像旧收音机一样收寻发生器的谐振频率)。
J、工作时频率自动跟踪
工作时焊头和换能器频率会随着温度和负载变化而产生偏移,金合能智能焊接机能全程范围内自动搜索、跟踪换能器的谐振频率,保证换能器始终工作在谐振状态,确保设备高效运行,焊接更加稳定、可靠。
K、搭配能量与智能时间等多种焊接模式
不一样的焊接模式适应不一样的焊接工艺要求,实现更佳的焊接效果。
L、可预设7-20种焊接参数
可事先预设7-20各焊接参数,适应不一样的焊接工艺要求,操作工人直接调取数据即可焊接,大大提高工作效率。
M、7英寸高清触摸屏
超大的高清人机交换触摸屏,直观的图表操作界面。
N、焊接效果数字化呈现,焊接过程图形化展示
每一次的焊接效果通过数据呈现高清人机交换触摸屏,焊接过程曲线化展现,真正做到效果用数据说话。
O、使用标准通讯协议输出焊接结果
可以将每次焊接数据传送到品质旺角的监控电脑,做到焊接数据可追溯,降低次品率。
P、系统安全保护和监控
智能系统安全保护,让炸机从此远离。(国内其它公司生产的旧机型,调试不好容易炸机)
Q、报警输出和复位功能
可设定不一样报警值,让一丝品控更加到位。
R、可设定多级密码保护
可设定多级的密码保护,让管理人员的调试界面与操作工操作界面分开。
5、设备尺寸
5. 1 发生器尺寸(长 x 宽 x 高):420mm x380mm x140mm;重量:10~20KG。
5. 2 机头尺寸(长 x 宽 x 高):480mm x200mm x480mm;重量:20~30KG。
6、设备组成机构清单
序号 | 机构名称 | 功能 | 数量 |
1 | 超声波发生器 | 变频装置,将工频电流改变为超声波频率 20KHz 的振荡电流 | 1 套 |
2-01 | 振动系统-换能器 | 压电效应将发生器馈入的超声波频率电能转换成机械振动能 | 1 支 |
2-02 | 振动系统-变幅杆 | 改变振幅 | 1 支 |
2-03 | 振动系统-焊接头 | 将机械能施加到需焊接的金属片的界面 | 1 只 |
3 | 机架(头) | 固定振动系统的机械构件、气动构件 | 1 套 |
4 | 连接电缆线 | 连接超声波发生器与机架(头) | 2 条 |
三:设备主要部件设计规格
1、 电路部分(功能、实现方式)
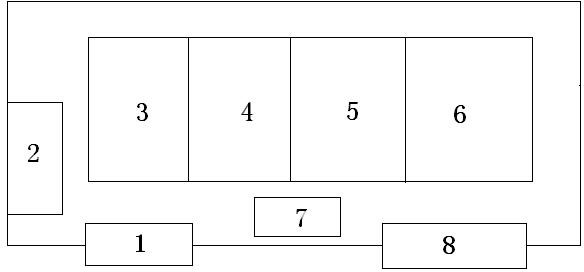
编号 | 部件名称 | 功能功能、实现方式 |
1 | 电源开关 | 控制总电源 |
2 | 交流接触器 | 主功率电流衔接 |
3 | 开关电源 | 稳压稳流(恒定振幅) |
4 | 超声发生器-主板 | 产生振荡电信号。 |
5 | 超声发生器-功率放大模块 | 电功率放大。 |
6 | 超声发生器-输出变压器 | 振荡信号输出,阻抗匹配。 |
7 | 程式控器-LOGO | 工作时间程式控制 |
8 | 程式控器面板-LOGO-TD 界面 | 操作面板 |
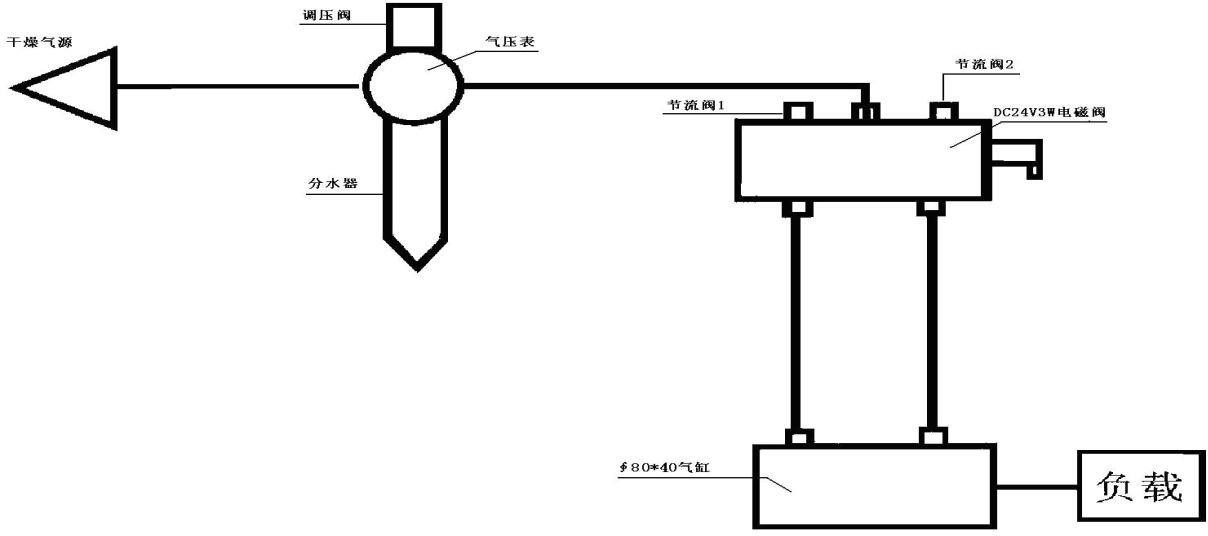
2、 气动部分
下一篇:没有了!
如果您有任何问题,请跟我们联系!
联系我们
Copyright © 2023 东莞市脉为自动化科技有限公司 版权所有
地址:广东省东莞市寮步镇曲岭二路22号2栋902室
